
Projects, News & Insights
Categories:
-

SafeRack adds ProStep, an ultra-compact rolling ladder with a tight turning radius
SafeRack adds ProStep ultra-compact aluminum rolling ladders – engineered for the world’s tightest published turning radius – to its industrial…
-

Modular Rooftop Platform System Improves Safe Access at Midwest Ethanol Plant.
At a Midwestern ethanol plant, maintenance crews needed a safer way to reach rooftop equipment without walking directly on soft,…
-

Introducing ErectaStep ProXL
Popular configurations adjusted to the height of your project and pre-engineered to OSHA standards. Install in days, not weeks.
-

Choosing the Right Loading Arm with SafeRack: Getting It Right Up Front
Choosing a loading arm is not a catalog exercise. It’s a design decision that affects safety, throughput, and how hard…
-

SafeRack Earns Top Honors for Operational Excellence
Independent recognition validates what SafeRack customers already count on: industry-leading safety, on-time delivery, and quality on every loading rack and…
-

Winery Chooses Aesthetically Pleasing and Affordable Barrel Access System
A new winery needed safe, stylish access to fermentation tanks. ErectaStep delivered custom aluminum platforms that matched the facility’s sleek…
-

RollaStep Introduces New Compact 3×3 Mobile Work Platform
RollaStep’s New Compact 3×3 Mobile Work Platform and the relaunched MP Series with Full Configure‑to‑Order Capabilities
-

Drive-Off Incidents: The Hidden Cost to Your Loading Operations
Every year, drive-off incidents at loading facilities result in damaged equipment, costly downtime, and serious safety risks. When a vehicle…
-
Biosolids Top Loading Station Installation
SafeRack Gangway & OPW Loading Arm Installation | Safe Biosolids Loading in a Growing Arizona Municipality As one of the…
-

GHS Pictogram Quiz
How well do you know your GHS pictograms? Take our online quiz.
-

SafeRack Launches the GXm, the World’s First Modular Gangway.
SafeRack’s GXm modular gangway is smarter, stronger, and more robust, reducing downtime, simplifying upgrades, and creating a safer, more productive…
-

ErectaStep Catwalk installation at Saint Paul Mountain Vineyards Testimonial
Although many of our clients are in the large-scale commercial loading sector, we occasionally provide access solutions for smaller businesses.…
-
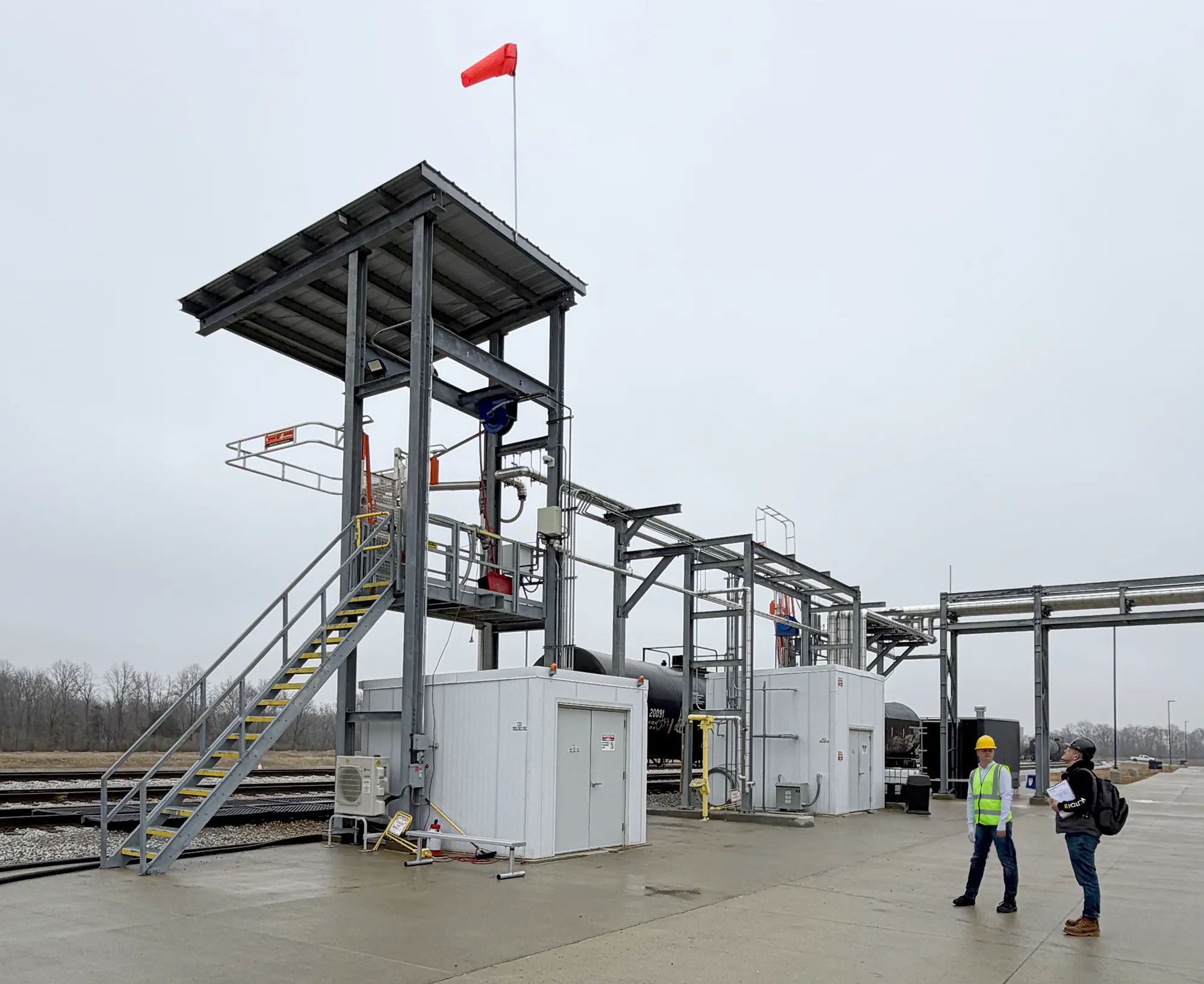
Isocyanate & Polyol Railcar Off-Loading Terminal
SafeRack partnered with a liquid isocyanates and polyol petrochemicals facility to design an engineered-to-order railcar terminal for chemical bulk loading.…
-

Baton Rouge Marine Terminal Upgrades Bulk Loading with DockReel System
This case study details SafeRack’s installation of multiple DockReels at a Baton Rouge marine terminal, replacing outdated 40-year-old loading arms…
-

Rail Crossover Install at Fertilizer Production Facility
Project Profile: ErectaStep Rail Crossover System at Fertilizer Production Facility A global producer of phosphate and potash crop nutrients required…
-

RollaStep MP Series Replaces Step Ladders at Pet Food Manufacturing Facility
See how RollaStep MP mobile platforms replaced unstable ladders for safe dryer panel access at a pet food plant. Boost…
-

The End of the Ladder Cage: Navigating the OSHA Phase-Out
OSHA’s Walking-Working Surfaces rule has fundamentally changed how we manage fixed ladders. While ladder cages have been the industry standard…
-

American-Made Access Solutions Power the U.S. Manufacturing Revival
ErectaStep Featured in The New York Times Coverage of U.S. Manufacturing Renaissance The New York Times recently published an in-depth…
-

Loading Dock Heights by Truck Type
Comprehensive guide to loading dock heights for different truck types. Learn standard specifications, trailer bed heights, and solutions for safe…
-

Home Safe for What Matters Most
Christmas 2025 – At SafeRack, we understand the importance of dedication to doing the job right and prioritizing safety above…
-

Static Electricity Safety
Static Electricity in Hazardous Locations: Your Complete Guide to Prevention and Protection Static electricity poses a significant ignition risk in…